































Верещинский А.Л.‚ кандидат технических наук, генеральный директор ООО «ОЛИС»
Одним из эффективных методов подготовки пшеницы к помолам является шелушение. В результате обработки шелушением снижается зольность и прочность зерна, содержание примесей, а также создаются предпосылки для эффективного кондиционирования. Таким образом, обеспечивается повышение качества муки и ее общего выхода. причем в основном за счет муки высоких сортов.
Анатомические особенности строения зерна пшеницы обуславливают прочные связи между всеми оболочками зерна, а также между оболочками и эндоспермом. С учетом этого наиболее эффективным методом шелушения зерна пшеницы является истирание и сдвиг, что обеспечивается обработкой в шелушильно-шлифовальных машинах с абразивным ротором. Указанные машины давно и широко используются для шелушения зерна разных культур при переработке в крупу. Однако, несмотря на это, сведения о свойствах и особенностях взаимодействия их основных рабочих органов – шлифовальных кругов применительно к обработке зерна в существующей литературе отсутствуют, что ограничивает их рациональное использование.
Исходя из существующего опыта создания и эксплуатации шелушильно-шлифовальных машин, в качестве их абразивных роторов наиболее предпочтительным является использование серийно выпускаемых шлифовальных кругов прямого профиля (Тип 1 — по ГОСТ 2424-83) на керамической связке с разными наружными диаметрами. Нормативной документацией предусмотрены различные характеристики материала таких кругов, к которым относится марка шлифовального зерна, зернистость (т.е. крупность шлифовального зерна), твердость круга и номер структуры круга (степень сближения шлифовальных зерен). В табл. 1 приведены значения характеристик шлифовальных кругов, применяемых для обработки зерна, с учетом выпускаемой в настоящее время номенклатуры.
Таблица 1. Характеристики шлифовальных кругов по ГОСТ 2424 – 83, ГОСТ 3647 – 80 (ИСО 8486]
| Профиль | Марка шлифовального зерна | Зернистость | Твердость | Номер структуры | Связка |
| Тип 1 | 14А, 25А, 54С, 64С | 16, 25, 40 (F80, F60, F46) |
СМ1, СМ2, С2, СТ1, СТ2, Т1 (K, L, N, O, P, R) |
6,7 | К (V) |
Изучение свойств шлифовальных кругов проводили с использованием лабораторного голлендра, конструкция которого позволяла изменять характеристики материала шлифовальных кругов путем их замены, обрабатывать образцы зерна разной исходной массы Мисх в течение разных периодов времени t, измерять мощность привода, затрачиваемую на шелушение Nш, а также раздельно получать продукты обработки для вычисления индекса шелушения зерна k и дальнейшего изучения их качества.
В результате поисковых исследований было установлено, что взаимодействию рабочей поверхности шлифовальных кругов с зерном характерны несколько режимов и соответствующих состояний зерновой массы. Границы существования наблюдаемых режимов зависят от множества факторов, определяющим из которых является масса исходного образца зерна Мисх, обуславливающая степень заполнения рабочей зоны устройства. При низких значениях Мисх, но достаточных для псевдоожижения зерновой массы под действием вращающегося ротора, ее состояние характеризуется как разрозненное движение отдельных зерен. При этом наблюдается низкая интенсивность шелушения и неравномерная обработка поверхности зерен, часть из которых приобретает характерные повреждения концов или измельчается. Контакт зерен с рабочей поверхностью шлифовальных кругов носит кратковременный характер. Очевидно, что при этом радиально направленные составляющие сил взаимодействия преобладают над их составляющими, направленными по касательной к рабочей поверхности ротора. Мощность привода Nш, затрачиваемая на реализацию такого режима, крайне незначительна и находится в пределах значений холостого хода устройства. Рассмотренный режим не обеспечивает эффективного шелушения и не может быть рекомендован к практическому использованию.
Повышение Мисх до некоторых значений приводит к качественному изменению характера взаимодействий рабочей поверхности шлифовальных кругов с зерном. Поток псевдоожиженной зерновой массы уплотняется, значения касательно направленных сил взаимодействия увеличиваются, зерновки «захватываются» рабочей поверхностью кругов, что обуславливает более продолжительный контакт фаз. Указанный режим отличается резким повышением интенсивности шелушения, мощности привода Nш, равномерности обработки поверхности зерен, при этом их повреждения снижаются до незначительных значений. Указанный режим обработки следует признать эффективным.
Дальнейшее повышение значений Мисх в диапазоне режима эффективного шелушения приводит к дальнейшему возрастанию интенсивности шелушения и мощности привода Nш. При достижении определенных значений Мисх зерновая масса теряет подвижность и псевдоожиженное состояние, продуцируя заклинивание ротора. Такой режим следует характеризовать как аварийный.
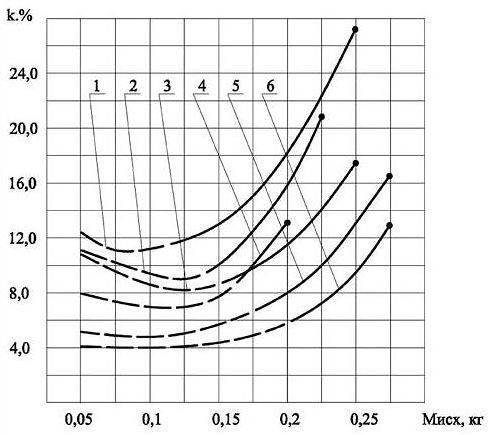
Рис.1. Графики зависимостей: k = f(Мисх) при t = 100 с.
1 — F46 14А СМ1, Vр = 17 м/с, W = 12,4 %;
2 — F46 14А СМ1, Vр = 17 м/с, W = 16,9 %;
3 — F60 25А СМ1, Vр = 17 м/с, W = 12,4 %;
4 — F60 25А СМ1, Vр = 17 м/с, W = 16,9 %;
5 — F46 14А СМ1, Vр = 11 м/с, W = 12,4 %;
6 — F60 14А СМ1, Vр = 11 м/с, W = 12,4 %;
На рисунке 1 представлены графики зависимостей k = f(Мисх), определенные для кругов с разными характеристиками материала при работе в различных условиях. Участок каждой кривой, выполненный прерывистой линией, характеризует не эффективный режим шелушения, а участки, обозначенные сплошной линией, соответствуют эффективному режиму шелушения. Конечные точки кривых, соответствуют максимально возможным значениям Мисх диапазона эффективного режима шелушения, за которым следует аварийное заклинивание ротора.
Следует отметить, что степень заполнения рабочей зоны, моделируемая в данном случае изменением массы исходного образца Мисх, в шелушильно-шлифовальных машинах непрерывного действия может быть оперативно регулируемым параметром, что обеспечивается конструкцией машины. Поэтому в условиях производства установка эффективного режима шелушения, а также обеспечение его функционирования в любой точке диапазона должны являться оперативно решаемой задачей.
Исходя из возможных режимов взаимодействия рабочей поверхности шлифовальных кругов с зерном, дальнейшие исследования выполняли в режиме, признанном эффективным.
В результате исследований установлено, что в процессе эксплуатации шлифовальных кругов изменяется характер их рабочих поверхностей, что связано с наличием или отсутствием эффекта самозатачивания, сходного по своей природе с самозатачиванием при шлифовании металлов. Наличие эффекта самозатачивания и его интенсивность зависят от характеристик материала кругов и условий их работы, определяющих величину и характер силовых взаимодействий. Так, после правки рабочая поверхность шлифовальных кругов характеризуется микрошероховатостью, обусловленной размерами шлифовальных зерен (зернистостью) и степенью их сближения, заданной номером структуры. Однако в процессе самозатачивания на рабочих поверхностях кругов образуются и развиваются неровности, превышающие линейные размеры шлифовальных зерен и величины расстояний, заданных структурой кругов. При шелушении зерна, рабочие поверхности шлифовального круга испытывают многократные разрозненные воздействия зерновок, что приводит к расшатыванию и отделению целых агломератов шлифовальных зерен, с образованием новой поверхности агломератами, прикрепленными к кругу. Таким образом, характер взаимодействия зерна с рабочей поверхностью кругов определяется не отдельными зернами, образующими ровную поверхность, как при шлифовании металлов, а их агломератами, создающими макрошероховатость. Указанное свойство является основной особенностью самозатачивания шлифовальных кругов и их работы при шелушении зерна.
При отсутствии эффекта самозатачивания шлифовальные зерна рабочей поверхности теряют режущую способность (затупляются) без последующего отделения от кругов. В условиях отсутствия регенерации рабочей поверхности круги теряют работоспособность с прекращением процесса шелушения. В виду отсутствия практической ценности изучение свойств кругов и особенностей их взаимодействия с зерном вне условий самозатачивания не целесообразно.
Наши наблюдения показали, что при самозатачивании в продолжение определенного периода (периода повышения работоспособности) рабочие поверхности вновь правленых кругов постепенно приобретаю макрошероховатость, которая достигает максимальных значений и определяется условиями работы кругов. Указанные изменения сопровождаются повышением интенсивности шелушения и мощности привода Nш с достижением максимальных значений и их стабилизацией в течение последующего периода времени работы. На рисунке 2 представлены графики зависимостей k = f(t) и Nш = f(k), полученные при разном времени Т наработки кругов. Кривые 1 и 2 относятся к периоду повышения работоспособности кругов, а кривые 3 и 4 соответствуют периоду их стабильной работы в испытываемых условиях. Период стабильной работы кругов заканчивается периодом снижения работоспособности и полной ее потерей в результате износа, характеризуемого изменением исходного профиля их рабочих поверхностей и уменьшением диаметра до критических значений.
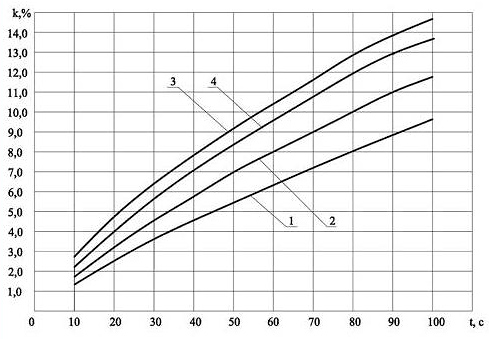
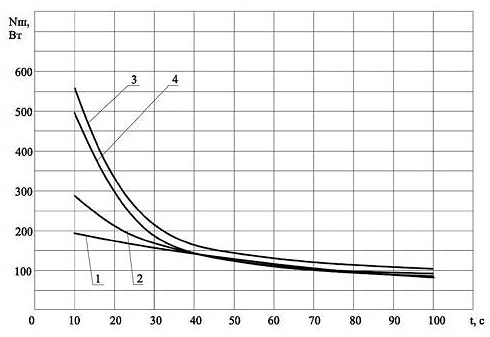
Рис.2. Графики зависимостей: а) k = f(t); б) Nш = f(t).
25А F60 СМ1; Мисх = 0,25кг; Vр = 11,0 м/с. 1 — Т1, 2 — Т2, 3 — Т3, 4 — Т4; Т1<T2<T3<T4.
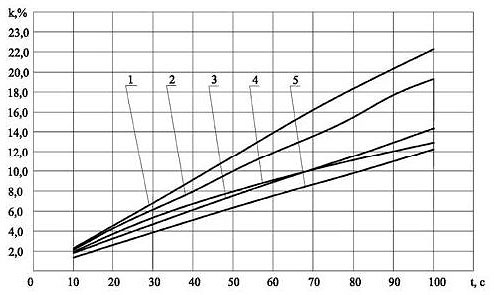
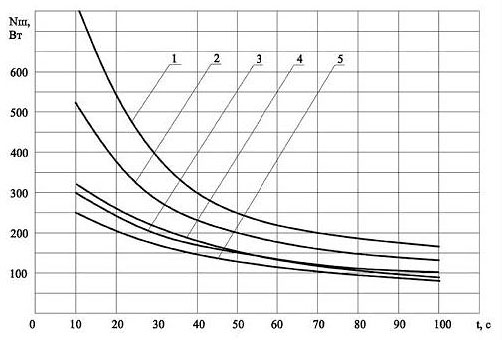
Рис.3. Графики зависимостей: а) k = f(t); б) Nш = f(k).
Мисх = 0,25кг; Vр = 11,0 м/с.
1 — 64С F46 СМ1; 2 — 64CF60 CM1; 3 — 64CF80 CM1;
4 — 14А F60 СМ1, 25А F60 СМ1; 5 — 64CF46 CТ1.
Установлено, что длительность определенных выше периодов, ресурс и количественные показатели работы шлифовальных кругов зависят от интенсивности процесса самозатачивания. Указанные свойства шлифовальных кругов определяются их твердостью и зернистостью, а также зависят от марки шлифовального зерна. На рис. 3 представлены графики зависимостей k = f(t), определенные для шлифовальных кругов разной зернистости, твердости и с разными марками шлифовального зерна в период стабильной работы в тождественных условиях. Как видно из представленных графиков, кругам меньшей твердости и большей зернистости с марками шлифовального зерна 54С и 64С соответствует более высокая интенсивность шелушения. Для указанных кругов характерна более развитая макрошероховатость, приобретенная в процессе самозатачивания, что объясняется более низкой прочностью закрепления в них шлифовальных зерен. Кроме того, агломераты шлифовальных зерен таких кругов имеют более острые кромки ввиду менее продолжительных периодов работы. Шлифовальные зерна марок 54С и 64С тверже зерен 14А и 25А и имеют более угловатые и острые кромки, поэтому их агломераты сохраняют высокую режущую способность в течение более длительного времени работы.
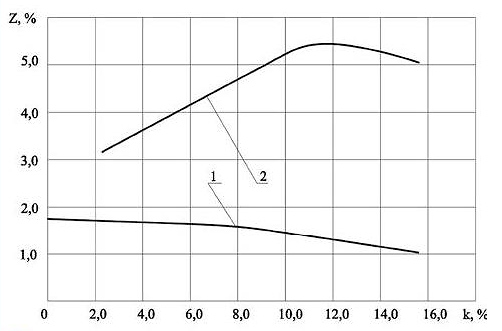
Рис.4. Графики зависимостей: z = f(k).
14А F60 СМ1; Мисх = 0,25кг; Vр = 11,0 м/с.
1 — зерно; 2 — оболочки.
Влияние характеристик материала шлифовальных кругов на качество обработки зерна изучали путем определения зольности продуктов шелушения, а также приращения количества травмированных зерен. Результаты исследований позволили заключить, что при эффективном режиме шелушения значимым фактором, определяющим зольность продуктов шелушения, является только лишь значение коэффициента шелушения k (рис. 4). Указанная закономерность объясняется отсутствием жесткого контакта рабочей поверхности шлифовальных кругов с зерновками, находящимися в псевдоожиженном состоянии в процессе обработки. Таким образом, воздействие агломератов шлифовальных зерен, отличающихся в результате самозатачивания крупностью и остротой кромок, не приводит к чрезмерной глубине их проникновения в поверхностные слои зерновок. Однако анализ фракционного состава оболочечных частиц (табл. 2) указывает, что применение шлифовальных кругов с более высокой интенсивностью самозатачивания, а значит с более развитой макрошероховатостью рабочей поверхности, обеспечивает отделение оболочек более крупными частями. Приращение числа травмированных зерен во всем диапазоне эффективного режима шелушения незначительно и не превышает 0,5%.
Таблица 2. Фракционный состав оболочечных частиц
| Материал круга | Проход сита № 43, % k=3,2%; W=11,6%. |
Проход сита № 43, % k=8,9%; W=11,6% |
Проход сита № 43, % k=3,2%; W=16,4% |
Проход сита № 43, % k=3,2%; W=16,4% |
| 25А F80 СМ1 | 57,8 | 73,6 | 42,8 | 59,4 |
| 25А F60 СМ1 | 54,4 | 71,3 | 37,3 | 52,1 |
| 25А F46 СМ1 | 51,1 | 68,7 | 34,2 | 46,8 |
Выполненные исследования позволяют сформулировать ряд практических выводов:
- Для обеспечения обработки зерна в диапазоне эффективного режима шелушения шелушильно-шлифовальные машины с абразивным ротором следует оснащать средствами оперативного регулирования степени заполнения рабочей зоны – питающим устройством для подачи исходного зерна в машину и синхронизированным с ним по производительности устройством отвода обработанного зерна из машины.
- Подбор характеристик материала кругов, обеспечивающих рациональную интенсивность шелушения и взаимосвязанный ресурс эксплуатации, необходимо осуществлять экспериментальным путем для каждых конкретных условий работы с учетом закономерностей, изложенных выше.
- Обеспечение надежного эффекта самозатачивания и сокращение периода повышения работоспособности новых кругов возможно путем предварительного искусственного создания макрошероховатости на их рабочих поверхностях в процессе правки.
- Отсутствие значимого для практики влияния характеристик материала шлифовальных кругов на качество обработки зерна дает основание утверждать, что в условиях производства обеспечение рациональной интенсивности шелушения и ресурса эксплуатации шлифовальных кругов является достаточным условием при выборе характеристик их материала.
Опубликовано по материалам
«Хранение и переработка зерна»
научно-практический журнал
№11 (149) ноябрь 2011